A pintura industrial consiste na interposição de um revestimento orgânico
ou inorgânico, entre o meio corrosivo e o material que se quer proteger, em
paralelo proporciona outras características como sinalização, estética,
impermeabilização, etc. Estes revestimentos são aplicados sob a forma de
tintas, capazes de formar película sólida após a secagem ou cura.
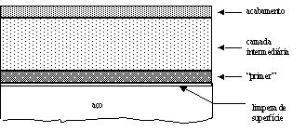
Um esquema de pintura é composto, na maioria dos casos, por três tipos
de tintas: tinta de fundo ou primária (primer), tinta intermediária e tinta de acabamento.
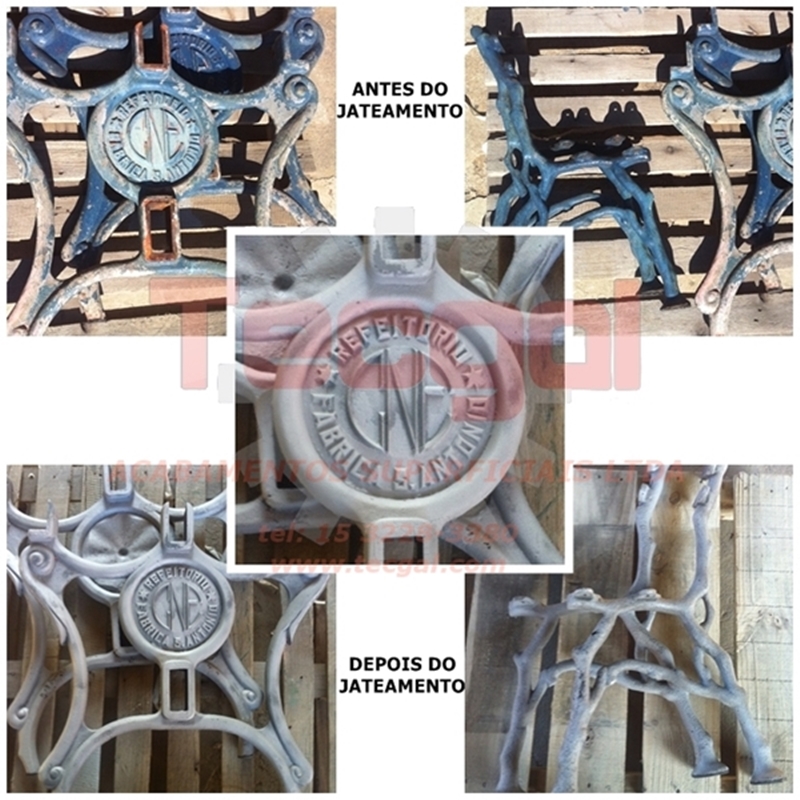
 A Tecgal Tecnologia Galvânica Ltda é uma empresa especializada em jateamento abrasivo e pintura líquida, com know-how de mais de 30 anos de mercado, apta a atender a todas as necessidades de seus clientes.
A Tecgal Tecnologia Galvânica Ltda é uma empresa especializada em jateamento abrasivo e pintura líquida, com know-how de mais de 30 anos de mercado, apta a atender a todas as necessidades de seus clientes. A Tecgal Tecnologia Galvânica Ltda é uma empresa especializada em jateamento abrasivo e pintura líquida, com know-how de mais de 30 anos de mercado, apta a atender a todas as necessidades de seus clientes.
A Tecgal Tecnologia Galvânica Ltda é uma empresa especializada em jateamento abrasivo e pintura líquida, com know-how de mais de 30 anos de mercado, apta a atender a todas as necessidades de seus clientes. Jateamento em madeiras, um diferencial a ser explorado.
Jateamento em madeiras, um diferencial a ser explorado. Jateamento em pedras dos mais variados tipos, trazendo uma maior qualidade ao acabamento de sua obra.
Jateamento em pedras dos mais variados tipos, trazendo uma maior qualidade ao acabamento de sua obra.